Ductile iron represents a family of alloys with a wide range of properties achievable through controlled manipulation of the matrix microstructure. Furthermore, its lower cost compared to steel and superior properties to gray iron make ductile iron a favorable choice in many engineering applications. The higher carbon and silicon content in ductile iron significantly alters its mechanical properties. The elevated carbon content increases its susceptibility to quench cracking, while the higher silicon content decreases carbon solubility in austenite, leading to graphite precipitation and a ferritic matrix during slow cooling. Consequently, heat treatment is a critical process for optimizing ductile iron properties. Different grades of ductile iron castings are produced by obtaining different matrix microstructures, which are primarily achieved through heat treatment and cannot be readily obtained in the as-cast condition. This study investigates the effects of different heat treatment processes on the microstructure and mechanical properties of BЧ60 (VCh60) ductile iron, conforming to the Russian standard ГOCT 7293-85. To optimize the heat treatment parameters, this research utilized Thermo-Calc and JmatPro software to construct phase diagrams and generate Continuous Cooling Transformation (CCT) and Time-Temperature-Transformation (TTT) diagrams. These diagrams were instrumental in predicting optimal heat treatment parameters for achieving desired microstructures and mechanical properties. Consequently, this computational approach enabled the selection of appropriate heat treatment strategies for the investigated ductile iron.
| Published in | Advances in Materials (Volume 14, Issue 2) |
| DOI | 10.11648/j.am.20251402.12 |
| Page(s) | 46-54 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
BЧ60 Ductile Iron, ADI, Dual Phase Matrix, Heat Treatment, CCT, TTT, Mechanical Properties
C | Si | Mn | P | S | Cr | Ni | Cu | |
|---|---|---|---|---|---|---|---|---|
Std | 3.2 - 3.6 | 2.4 - 2.8 | 0.4 - 0.7 | ≤ 0.1 | ≤ 0.02 | ≤ 0.15 | ≤ 0.4 | ≤ 0.3 |
Sample | 3.2 | 2.45 | 0.64 | 0.02 | 0.02 | 0.12 | 0.04 | 0.11 |
ADI | Austempered Ductile Iron |
CCT | Continuous Cooling Transformation |
TTT | Time-Temperature-Transformation |
ASTM | American Society for Testing and Materials |
| [1] | Akinribide, O. J., Ogundare, O., Oluwafemi, O. M., Ebisike, K., Nageri, A. K., Akinwamide, S., Gamaoun, F., & Olubambi, P. A. A Review on Heat Treatment of Cast Iron: Phase Evolution and Mechanical Characterization. Materials. 2022, 15(20), Article 7109. |
| [2] | J. Zimba, D. Simbi, E. Navara. Austempered ductile iron: An alternative material for earth moving components. Cement and Concrete Composites. 2003, 25(6), 643-649. |
| [3] | M. Kaczorowski, A. Krzynska. Mechanical properties and structure of austempered ductile iron - ADI. Archives of Foundry Engineering. 2007, 7(1), 161-166. |
| [4] | J. F. Janowak, R. B. Gundlach. Development of a ductile iron for commercial austempering. AFS Trans. 1983. 377-388. |
| [5] | Filho, A. W.; de Souza, B. V.; dos Santos, C. A. The influence of austempering conditions on the machinability of a ductile iron. Mater. Manuf. Process. 2016, 31, 1836-1843. |
| [6] | Boccardo, A.; Dardati, P.; Celentano, D.; Godoy, L. Austempering heat treatment of ductile iron: Computational simulation and experimental validation. Finite Elem. Anal. Des. 2017, 134, 82-91. |
| [7] | Kim, Y.-J.; Shin, H.; Park, H.; Lim, J. D. Investigation into mechanical properties of austempered ductile cast iron (ADI) in accordance with austempering temperature. Mater. Lett. 2008, 62, 357-360. |
| [8] | Hsu, C.-H.; Lin, K.-T. A study on microstructure and toughness of copper alloyed and austempered ductile irons. Mater. Sci. Eng. A. 2011, 528, 5706-5712. |
| [9] | Abdullah, B.; Alias, S. K.; Jaffar, A.; Rashid, A. A.; Ramli, A. Mechanical properties and microstructure analysis of 0.5% Niobium alloyed ductile iron under austempered process in salt bath treatment. In Proceedings of the 2010 International Conference on Mechanical and Electrical Technology, Singapore, 10-12 September 2010; IEEE: Manhattan, NY, USA, 2010; pp. 610-614. |
| [10] | A. Sagin, A. Topuz. Production of austempered ductile iron gears for transmission cases. Materials Testing. 2005, 47, 523-528, |
| [11] | J. R. Keough, K. L. Hayrynen. Automotive applications of austempered ductile iron (ADI): a critical review. SAE Technical Paper 2000-01-0764. 2000. |
| [12] | J. R. Keough. Austempered ductile iron (ADI) - a green alternative. American Foundry Society. 2011. |
| [13] | Y. Amran, A. Katsman, P. Schaaf, M. Bamberger. Influence of copper addition and temperature on the kinetics of austempering in ductile iron. Metall Mater Trans B. 2010, 41, 1052-1058. |
| [14] | D. Prayitnao. The Effect of Holding Time on the Mechanical Properties of Austempered Ductile Iron. Master thesis, Central Queensland University, 1996. |
| [15] | K. Hayrynen. Heat treatment of ductile iron. In ASM Handbook, Doru M. Stefanescu, Ed., Online: ASM International; 2017, Vol. 1A, 270-274. |
| [16] | Futáš, P.; Jelˇc, I.; Vasková, I.; Fedorko, G.; Molnár, V.; Kaˇcmáry, P. The GIST of thermal stresses of cast iron castings. Manuf. Technol. 2013, 13, 173-178. |
| [17] | Druschitz, Alan & Aristizabal-Sierra, Ricardo & Druschitz, Edward & Hubbard, Camden & Watkins, Thomas & Walker, L. & Ostrander, Mel. In Situ Studies of Intercritically Austempered Ductile Iron Using Neutron Diffraction. Metallurgical and Materials Transactions A. 2013, 43, 1468-1476. |
| [18] | Druschitz, Alan & Aristizabal-Sierra, Ricardo & Druschitz, Edward & Hubbard, Camden & Watkins, Thomas. Neutron Diffraction Studies of Intercritically Austempered Ductile Irons. SAE International Journal of Materials and Manufacturing. 2011, 4(1). |
| [19] | R. E. Aristizabal, A. P. Druschitz, E. Druschitz, R. Bragg, C. R. Hubbard. C. R. Intercritically austempered ductile iron. AFS Transactions. 2011, 119, 407-412. |
| [20] | D. Rousière, J. Aranzabal. Development of mixed (ferrito-ausferritic) structures for spheroidal fraphite irons. Metallurgical Science and Technology. 2000, 18(1), 24-29. |
| [21] | Aranzabal, J., G. Serramoglia, C. A. Goria and D. Rousière. Development of a new mixed (ferritic-ausferritic) ductile iron for automotive suspension parts. International Journal of Cast Metals Research. 2003, 16, 185-190. |
| [22] | A. D. Basso, R. A. Martinez, J. A. Sikora JA. Influence of austenitizing temperatures on microstructure and properties of dual phase ADI. Materials Science and Technology. 2007, 23(11), 1321-1326. |
APA Style
Hai, N. H., Viet, N. H. (2025). Effect of Heat Treatment on the Matrix Structure and Properties of Bч60 Ductile Cast Iron. Advances in Materials, 14(2), 46-54. https://doi.org/10.11648/j.am.20251402.12
ACS Style
Hai, N. H.; Viet, N. H. Effect of Heat Treatment on the Matrix Structure and Properties of Bч60 Ductile Cast Iron. Adv. Mater. 2025, 14(2), 46-54. doi: 10.11648/j.am.20251402.12
@article{10.11648/j.am.20251402.12,
author = {Nguyen Hong Hai and Nguyen Hoang Viet},
title = {Effect of Heat Treatment on the Matrix Structure and Properties of Bч60 Ductile Cast Iron
},
journal = {Advances in Materials},
volume = {14},
number = {2},
pages = {46-54},
doi = {10.11648/j.am.20251402.12},
url = {https://doi.org/10.11648/j.am.20251402.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.am.20251402.12},
abstract = {Ductile iron represents a family of alloys with a wide range of properties achievable through controlled manipulation of the matrix microstructure. Furthermore, its lower cost compared to steel and superior properties to gray iron make ductile iron a favorable choice in many engineering applications. The higher carbon and silicon content in ductile iron significantly alters its mechanical properties. The elevated carbon content increases its susceptibility to quench cracking, while the higher silicon content decreases carbon solubility in austenite, leading to graphite precipitation and a ferritic matrix during slow cooling. Consequently, heat treatment is a critical process for optimizing ductile iron properties. Different grades of ductile iron castings are produced by obtaining different matrix microstructures, which are primarily achieved through heat treatment and cannot be readily obtained in the as-cast condition. This study investigates the effects of different heat treatment processes on the microstructure and mechanical properties of BЧ60 (VCh60) ductile iron, conforming to the Russian standard ГOCT 7293-85. To optimize the heat treatment parameters, this research utilized Thermo-Calc and JmatPro software to construct phase diagrams and generate Continuous Cooling Transformation (CCT) and Time-Temperature-Transformation (TTT) diagrams. These diagrams were instrumental in predicting optimal heat treatment parameters for achieving desired microstructures and mechanical properties. Consequently, this computational approach enabled the selection of appropriate heat treatment strategies for the investigated ductile iron.
},
year = {2025}
}
TY - JOUR T1 - Effect of Heat Treatment on the Matrix Structure and Properties of Bч60 Ductile Cast Iron AU - Nguyen Hong Hai AU - Nguyen Hoang Viet Y1 - 2025/06/30 PY - 2025 N1 - https://doi.org/10.11648/j.am.20251402.12 DO - 10.11648/j.am.20251402.12 T2 - Advances in Materials JF - Advances in Materials JO - Advances in Materials SP - 46 EP - 54 PB - Science Publishing Group SN - 2327-252X UR - https://doi.org/10.11648/j.am.20251402.12 AB - Ductile iron represents a family of alloys with a wide range of properties achievable through controlled manipulation of the matrix microstructure. Furthermore, its lower cost compared to steel and superior properties to gray iron make ductile iron a favorable choice in many engineering applications. The higher carbon and silicon content in ductile iron significantly alters its mechanical properties. The elevated carbon content increases its susceptibility to quench cracking, while the higher silicon content decreases carbon solubility in austenite, leading to graphite precipitation and a ferritic matrix during slow cooling. Consequently, heat treatment is a critical process for optimizing ductile iron properties. Different grades of ductile iron castings are produced by obtaining different matrix microstructures, which are primarily achieved through heat treatment and cannot be readily obtained in the as-cast condition. This study investigates the effects of different heat treatment processes on the microstructure and mechanical properties of BЧ60 (VCh60) ductile iron, conforming to the Russian standard ГOCT 7293-85. To optimize the heat treatment parameters, this research utilized Thermo-Calc and JmatPro software to construct phase diagrams and generate Continuous Cooling Transformation (CCT) and Time-Temperature-Transformation (TTT) diagrams. These diagrams were instrumental in predicting optimal heat treatment parameters for achieving desired microstructures and mechanical properties. Consequently, this computational approach enabled the selection of appropriate heat treatment strategies for the investigated ductile iron. VL - 14 IS - 2 ER -
School of Materials Science and Engineering, Hanoi University of Science and Technology, Hanoi, Vietnam
Biography: Nguyen Hong Hai is a lecturer at Hanoi University of Science and Technology (HUST), School of Materials Science and Engineering (SMSE), Department of Materials Engineering. He completed his PhD in Metallurgy Engineering from Technical University of Ostrava, Czech Republic in 2013, and his Master of Science in Materials Technology from Hanoi University of Science and Tech-nology, Vietnam in 2006. Dr. Hai currently serves as Vice Director of the Center of Materials Testing and Analyzing, SMSE, HUST. His research interests include light metals, exothermic materials as well as discrete materials.

School of Materials Science and Engineering, Hanoi University of Science and Technology, Hanoi, Vietnam
Biography: Nguyen Hoang Viet is a leading expert in powder metallurgy, spe-cializing in amorphous metals, quasicrystals, and Al/Cu/Fe-based alloys. With a PhD from the University of Ulsan (2009, South Korea) and extensive research experience, he has made significant contributions to advanced materials development. In recent years, he has been developing research that integrates Artificial Intelligence into metallurgy, optimizing blast furnace and industrial processes. As Deputy Director of the Innovative Materials Research Center at Hanoi University of Science and Technology, he drives innovation in smart manufacturing while mentoring future scientists. Commit-ted to bridging academia and industry, his research focuses on high-performance materials and sustainable metallurgical solutions.

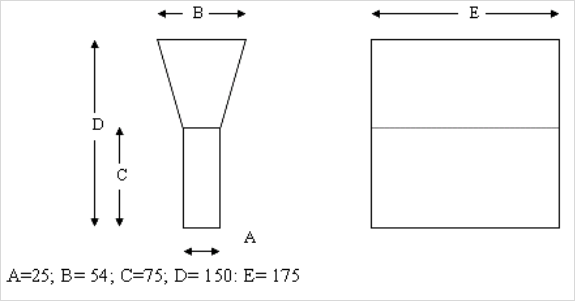
Figure 1. Y-Block Castings for Strength Testing and Microstructural Analysis (mm).
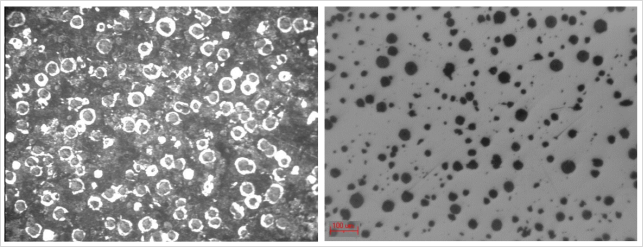
Figure 2. Microstructure of as-cast sample.
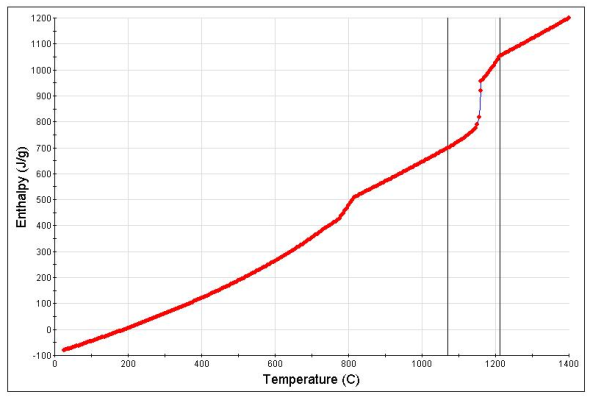
Figure 3. Enthalpy change with temperature during solidification for ductile cast iron grade BЧ60 constructed using JMatPro software.
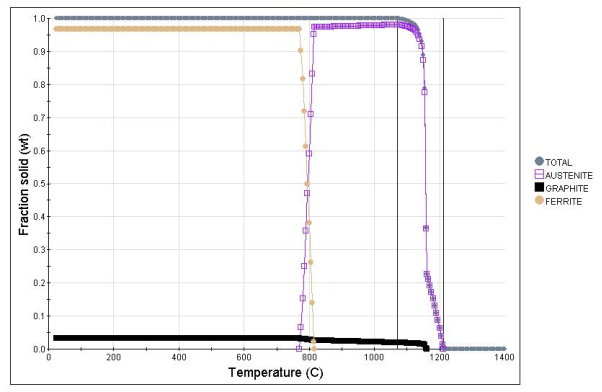
Figure 4. Phase fraction diagram at different temperatures for ductile cast iron grade BЧ60 constructed using JMatPro software.
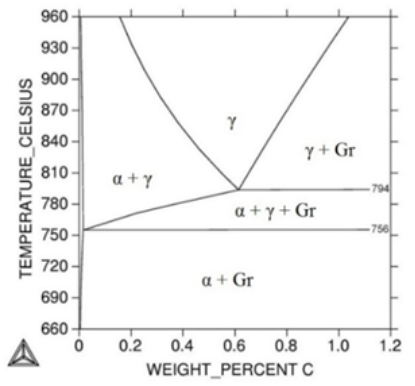
Figure 5. Phase diagram of ductile cast iron grade BЧ60 constructed using Thermo-Calc software.
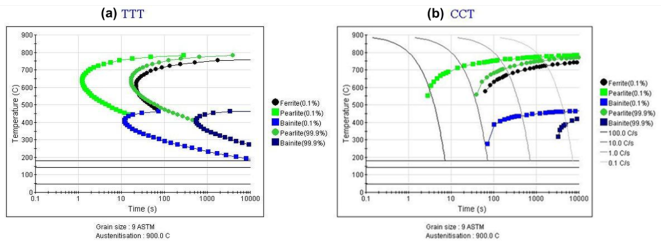
Figure 6. (a) Time-Temperature-Transformation (TTT) and (b) Continuous-Cooling-Transformation (CCT) diagrams for ductile cast iron BЧ60, modeled with JMatPro software.
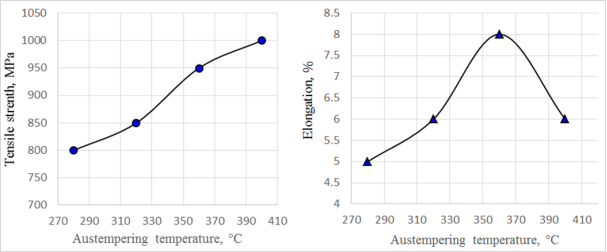
Figure 7. Mechanical properties of ADI at different austempering temperatures.
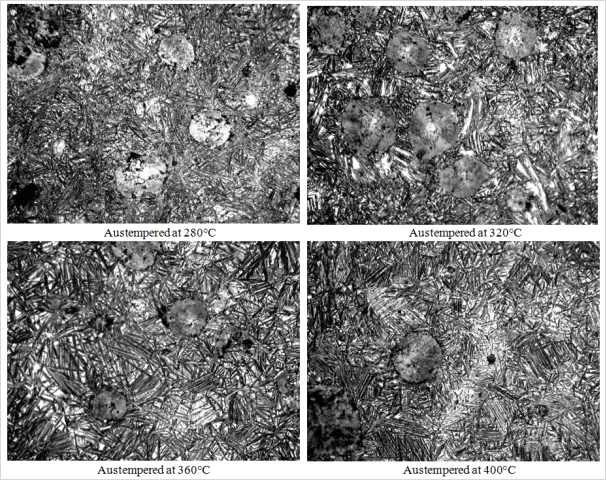
Figure 8. Microstructure of ductile iron after austempering.
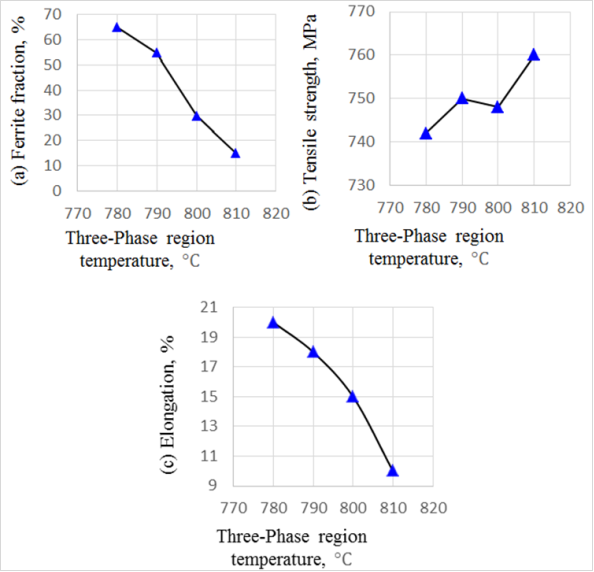
Figure 9. The relation of (a) Ferrite fraction, (b) tensile strength, and (c) elongation of ADI with dual phase at different holding temperatures in the three-phase region.

Figure 10. Microstructures of ADI with dual phase matrix at different holding temperatures in the three-phase region.

